湿式弱磁场永磁筒式磁选机根据槽体型式不同可分为顺流型、逆流型和半逆流型 三种。
它们在构造方面的区别主要是槽体型式不同。另外,半逆流型槽底设有喷水管,顺 流型和逆流型则没有喷水管。三种槽体结构如图4-4所示。顺流型的磁性产品的运 动方向与矿浆流动方向相同(故名顺流型),逆流型的磁性产品的运动方向与矿浆流向 方向相反(故名逆流型),半逆流型的磁性产品的运动方向与底部矿浆流动方向是相同的,而与上部矿浆流动方向是相反的,这种磁选机槽内矿浆流动呈手型。
在性能方面和应用方面的区别见表4-2。
因为半逆流型槽体底部有吹散水,所以尾矿质量分数较低。尽管槽底吹散水量可 以调节,但如果吹散水过小,易在糟底发生沉淀。当要求磁选尾矿质量分数高时,宜选 用逆流型或顺流型磁选机。
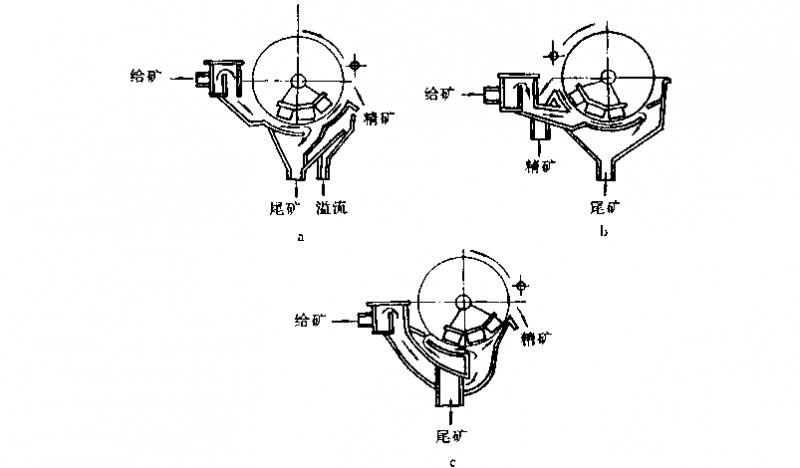
图4-4弱磁场湿式永磁筒式磁选机
a.顺流型b.逆流型c.半逆流型
表4-2三种筒式磁选机车性能和应用方面的区别
|
槽体 |
选别指标 |
原 因 |
入选 |
|
适合 |
|
|
型式 |
比较 |
粒度(mm) |
|
作业 |
|
|
|
顺流型 |
!高的原因:①精选带长 ②磁翻作用强 £低的原因是扫选带短 |
6*0 |
粗选 精选 |
|
||
|
槽体 型式 |
选别指标 比较 |
原 因 |
入选 粒度(mm) |
适合 作业 |
||
|
逆流型 |
精矿品位!低 回收率e咼 |
低的原因:①精选带短 ②磁翻作用差 e高的原因:扫选带长,矿浆总是与 清洁的圆筒面接触,充分回收磁性 矿粒 |
0.6-0 |
粗选 扫选 |
|
坐逆流型 |
精矿品位!高, 回收率e高 |
槽底吹散水把矿浆吹散呈松散悬 浮状,既利于提高品位,又利于提 高回收率 扫选带较长,精选带稍短,但比逆 流型精选带长 |
0.5-0 |
粗选 精选 扫选 |
2. 鼓筒式磁选机的鼓筒和筒皮外的保护层各起什么作用,用什么材料 制作,为什么?
鼓筒式磁选机的鼓筒把磁系和物料(或矿浆)隔开,但又不影响磁场的分布,靠它的 运动把吸出的磁性产物携带到磁场之外卸下,所以是重要的工作部件。为防止筒皮磨 损并增大与矿粒的附着力,常在筒皮外敷加一层耐磨材料。
湿式筒式磁选机的鼓筒多用非磁性的不锈钢板或铜板卷制,端盖多为铝或铜铸成。 其外面敷加的保护层一般用橡胶、树脂,或绕一层铜线,干式筒式磁选机的鼓筒为防止 产生涡电流多用玻璃钢制作。但无论干式、湿式鼓筒其外保护层都必须用非磁性材料 制作而不能用铁磁性材料,原因如下:非磁性材料如铜、铝、橡胶、树脂、玻璃钢、不导磁 不锈钢等,它们的磁导率与真空或空气差不多。鼓筒虽罩在磁系外面,但鼓筒的存在并 不影响磁场的分布状态,就是说与磁系外边为真空或空气时的磁场分布状态是一样的, 只是它们在磁极附近占去了一层空间,对矿粒发生磁作用的有效空间是从筒皮表面向 外。距离极面越远,磁场强度下降越多。为充分利用磁极附近的较强磁场,筒皮和保护 材料不能太厚,同时筒皮与磁极面之间的间隙越小越好,一般筒皮外表面至磁极面的总 厚度(包括保护层厚度、筒皮厚度和简内表面到磁极表面的间隙)不超过8 % 10mm。
另一类材料是铁磁性材料,如钢、铁和导磁不锈钢等。它们的磁导率比真空或空气 大得多,一般为数百至上千倍。鼓筒及其耐磨保护层若用钢铁材料制作,它们罩在磁系 外面会改变磁场的分布状态,严重时会把磁场屏蔽起来。因为磁通由N极发出,遇到 导磁很好的铁磁性材料就会沿着材料内部流动,发生磁短路,筒皮外磁通量就少了,选别空间的磁场就被削弱了。
3. 什么叫磁系包角,什么叫磁系偏角,磁系偏角的大小对选别指标有何影响?
鼓筒式磁选机为放射状磁系,即磁极沿半径方向配置。磁系外层两边缘所夹的圆 心角称为磁系包角(a),如图4-5所示。湿式筒式磁选机的磁系包角一般在106。) 128°之间,干式筒式磁选机的磁系包角一般为270。或360。,磁滑轮的磁系包角为360。或 150。左右(150。包角的磁系固定不旋转)。磁系包角在设计时确定,设备出厂后磁系包角 则固定不可调整。
当磁选机工作时,磁系不是自然下垂,而是向精矿排出端偏离一定角度。磁系中心 线(或对称轴)偏离铅垂线的角度即磁系偏角(f),如图4-5所示。磁系偏角可随意调 整,其正常值在15。~20。之间。
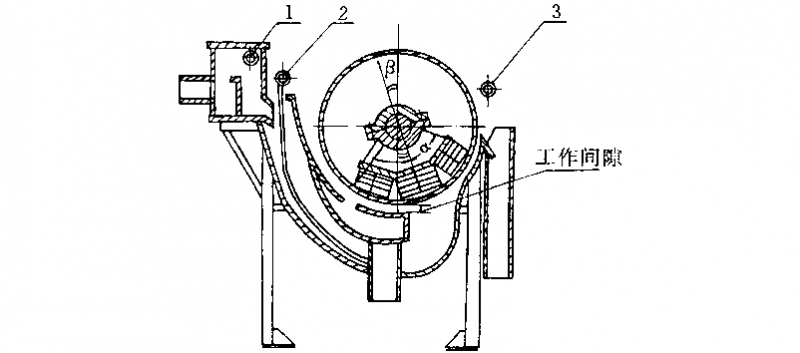
图4-5半逆流型永磁筒式磁选机
1.给矿补加水管2.槽底吹散水供水管3.精矿冲洗水管
磁系偏角在正常值范围内变化对分选指标没有大的影响。但如果过大或过小,可 能对选别产生较大影响。如果磁系偏角过大,以致磁系上边缘超过精矿冲矿水的冲洗 位置,则精矿冲不掉,同时选别带也变短了,回收率会降低;如果磁系偏角过小,磁系上 边缘过低距排精矿点有一段较大距离,吸住的精矿可能还未到达槽外就又吸回槽内,以 致排不出精矿,一部分磁性矿粒从尾矿管跑掉,使尾矿品位升高,同时因磁性物在槽内 堆积,磁选机将给不进矿,造成满槽。磁系偏角通过磁选机一端的调整机构进行调整, 用扳子调整螺杆,磁系连同主轴就会一同旋转,有的磁选机轴端装有一个角度显示器, 调整就更方便了。磁系偏角一经调好,不再经常调整。
4. 半逆流型湿式弱磁场永磁筒式磁选机有哪几种水管,各起什么作用, 各水量大小对选别指标有什么影响?
半逆流型湿式弱磁场永磁筒式磁选机有三种加水管:给矿箱内的给矿补加水管、槽 底的吹散水管和精矿冲矿水管,如图4-5所示。
给矿补加水用以调整给矿矿浆质量分数;槽底吹散水把给入磁选机的矿浆吹散,使 之呈松散悬浮状态进入选分区;精矿冲矿水起冲卸精矿的作用。
给矿水的大小应视给矿质量分数大小而定,磁选机的给矿质量分数变化范围可以 较宽,一般在20% -40%的范围内变化对选别指标影响不大。给矿矿浆质量分数过高 时,矿浆黏度较大,流动状态不佳,可补加给矿水加以稀释。矿浆质量分数不高(如在 40%以下)时可不加给矿水。
槽底的吹散水大小对选别指标影响较为明显。一般吹散水大些对提高精矿品位有 利,吹散水小些对提高回收率有利。如果吹散水过大,矿浆在分选空间的流速过大,会 把部分磁性矿粒冲入尾矿,使尾矿品位超过允许值,造成较大损失;而吹散水过小,矿浆 不能充分松散,精矿品位会低于允许值,选别效果不佳。适宜的吹散水量应根据矿石性 质、给矿量和作业要求来确定,最好通过单机考查,找出水量的适宜范围。
精矿冲洗水量以能冲净筒皮上的精矿为度,过大则只能造成水的浪费。
5. 湿式弱磁场永磁筒式磁选机的工作间隙(或称分选间隙)多大合适, 如何测量和调整?
湿式弱磁场永磁筒式磁选机的工作间隙指的是筒皮和底板之间的距离,矿浆就由 此间隙通过,此间隙也正是磁场的有效作用区域,如图4-5所示,它的厚度可在30- 60mm之间进行调整。
工作间隙过大或过小,都会影响分选指标。如果间隙过大,底板附近的磁场力小, 此处的磁性矿粒或连生体颗粒因磁力不够大可能随矿浆流入尾矿,造成尾矿跑黑,使回 收率降低;反之若距离小些,回收率会高些,但精矿品位降低。如果距离过小,矿浆在间 隙中的流速会很快,有些磁性矿粒会被冲走进入尾矿而使回收率降低,此时如果给入的 矿浆量很大,因间隙太小尾矿跑不开,出现满槽现象。
工作间隙的适宜值要根据各厂的具体生产情况而定,调整的方法是在机架支撑槽 体的四个支点上加减垫片。因为圆筒的位置是固定的,加垫片后槽体升高,工作间隙就 变小了 ;减少垫片,工作间隙变大。工作间隙大小沿轴向应是均匀的,如果两端间隙大 小不同,将造成矿浆流速不等,间隙大的一端槽体内因矿浆流速低可能产生矿砂沉积, 甚至堵塞。槽体一端堵塞时可以观察到的现象是堵塞端筒皮表面吸不上精矿。
工作间隙的精确测定可以在检修时进行,在底板接近两端处各放一块橡皮泥,然后 将槽体装上,加好垫片,再放下槽体,拿出橡皮泥测量其被压扁的厚度即是工作间隙的 准确值。粗略测量时可打开槽体两端的放矿孔,伸手摸到间隙,即可知其粗略值。
6. 湿式弱磁场永磁筒式磁选机常见故障有哪些,如何发现和消除?
湿式弱磁场永磁筒式磁选机常见故障有以下几种:
(1) 磁选机内进入障碍物,轻者将筒皮划出痕迹,重者卡住圆筒或将筒皮划破,出现 此现象时应立即停车取出障碍物。平时应严禁将螺栓、螺母、铁丝及其他金属物品掉进 磁选机,为防止大块矿石随矿浆进入磁选机,应在给矿处加筛板挡住大块和杂物,并经 常清理。
(2) 筒内磁块脱落,此时圆筒有咔咔的响声,严重时把筒皮划破,此时应立即停车检 修,为防止磁块再次脱落,在检修时可用薄铜片将磁系兜住。
(3) 半逆流型槽底吹散水管口有时因结钙而堵塞,造成管口处矿砂沉积或工作间隙 堵塞,怀疑有此问题时应停车检查。有时吹散水管口未堵但因工作间隙某处有杂物使 该处工作间隙堵塞,故障现象是该处筒皮无精矿,此时可用压力水胶管由给矿处插入, 把堵塞物冲掉。
(4) 槽体某处磨出漏洞,如半逆流型槽体中间一层板或尾矿管磨漏,原矿会短路进 入尾矿,使尾矿品位升高。如果出现尾矿品位突然升高并居高不下的现象时,可以怀疑 是槽体漏矿。
(5) 如果磁选机已使用多年,在原矿性质未发生变化的情况下,发现尾矿品位逐渐 升高,可能是磁块性能退化,磁场强度降低所致。可对磁选机的场强进行测量,如磁场 强度降低过多时应进行充磁。
(6) 机械方面的故障如传动齿轮磨损、螺丝松动和错位、电机故障等,应及时发现及 时维修。
7. 磁选设备用的永磁材料有哪几种,如何判断其性能优劣?
磁选设备用的永磁材料主要有两种:合金磁铁(也叫铸造磁铁)和铁氧体磁铁(也叫 陶瓷磁铁)。合金磁铁多为钻、镍、铁等元素与其他元素的合金,如铝镍合金、钐钻合金、 铈钻铜合金、钕铁硼合金等。铁氧体磁铁是三氧化二铁与某些二价金属氧化物按一定 比例混合后经烧结等工艺制成的类似于陶瓷的永磁材料,其化学组成通式为MO- nFe2O3,式中的-为摩尔比,MO代表二价金属氧化物,常用氧化锶(S1O)、氧化钡(BaO) 和氧化铅(PbO)等。形成的铁氧体分别称为锶铁氧体、钡铁氧体和铅铁氧体,目前最常 用的为锶铁氧体。
磁铁的性能一般用剩余磁感应强度(Br)、矫顽力(He)和最大磁能积(BHmax)等三个 参数来表示。剩余磁感应强度是表示磁铁剩磁量大小的一个重要标志,其值越大,表示磁铁散发的磁通密度越大,这样的磁铁磁性强。矫顽力是表示磁铁磁稳定性的一个重 要标志,其值越大,说明磁铁越不易退掉磁性,这样的磁铁的磁性可长期保持。最大磁 能积是表示当磁铁的尺寸比(一般用土表示,其中"为极面面积,为两极之间的长度) 适当时磁铁提供的磁能量的大小,其值越大,则单位体积的磁铁向空间散发的磁能量越 大,这样的磁铁效率高,做成的磁系体积小,质量轻。
综合上述可知,磁铁的三个性能指标(剩余磁感应强度、矫顽力和最大磁能积)都是 越大越好,常用永磁材料的磁性能见表4-3o
表4-3常用永磁材料性能
|
永磁材料 名称 |
化学成分 |
矫顽力He A/m( 0*) |
剩余磁感应 强度Br T(G) |
最大磁能积 (BH)mas J/m3(G/・Oe) |
|
钡铁氧体 |
BaO,6Fe2O3 |
152 x 10(1900) |
0.36(3600) |
1.8 x 104 x (2.25 x 106) |
|
锶铁氧体 |
SrO*6Fe2O3 |
180 x 10(2250) |
0.38(3800) |
2.51x104x (3.5x 106) |
|
铝镍钻合 金 LNG8 |
7.6A1, 14.5Ni, 34.5Cd. 3.0Cu, 5.3Ti,1.0Nb |
133 x 10(1660) |
1.13(11300) |
10.7. x 1.04x (13.4x 106) |
|
钐钻合金 |
SmC°5 |
693 x 1(((8700) |
0.98(9800) |
19.1X104x (24.0x 106) |
|
钕铁硼 |
Nd2Fei4B |
1600x10(2000) |
1.0(10000) |
32 x 104 x (4.0x 106) |
8. 铁氧体永磁块有哪些特点,在运输、保管和使用过程中有 哪些注意事项?
铁氧体永磁块与合金磁铁相比有以下特点:
(1)铁氧体磁铁的剩余磁感应强度和最大磁能积都较小,但矫顽力较大,见表4- 3。
(2) 铁氧体磁铁因原料来源广、不含有钻镍等贵重金属,因此价格便宜。
(3) 铁氧体磁块像陶瓷一样坚硬但质脆,容易破损,但耐氧化,耐腐蚀。
(4) 铁氧体磁块的剩余磁感应强度随温度变化而变化,特别是经过$ 6&以下的低 温冷冻后磁感应强度下降较多,当温度恢复至室温时,磁感应强度不能恢复原状,需重 新磁化。
鉴于铁氧体磁块的上述特点,在运输、保管和使用过程中应注意以下几点:
(1) 搬运时要轻拿轻放,磁块摞合时因异极性之间吸力很大,要两手握紧磁块沿极 面切向靠近,严禁两异性极面相对靠近,因为两异性极面之间的吸引力与两极之间的距 离的平方成反比,随着两极之间的距离的减小,引力迅速增大,因此加速度迅速增大,两 极碰撞在一起会使磁块破损或夹伤人手。
(2) 不宜在低温环境下保存和使用。
(3) 需要粘接磁块时,应把磁铁表面用清水洗净擦干,然后用少量丙酮或乙醇擦洗 去掉污物,再均匀地在磁铁表面上涂上粘合剂,之后进行粘接。
(4) 需要将磁块摞合组成磁摞时,应首先进行挑选,把性能好、外形完整的放在磁摞 上面,同时由于每块磁铁的两个极面大小是不相同的,应把大面朝上。
(5) 需要充磁时应先把磁摞粘接好后进行组充磁,因为组充磁比单块充磁后再摞合 的剩余磁感应强度高,磁摞越长,剩余磁感应强度高出的幅度越大。
9. 永磁磁选机的磁块如何进行粘接和固定?
铁氧体永磁铁为扁平块状,规格通常有85mm X 65mm X 22mm、85mm X 65mm X 20mm85mm X 65mm X 17mm 及 85mm X 65mm X 15mm 等数种,85 X 65 的大面为极面。如 果极面中间无固定螺孔,则需用粘接剂进行粘接固定;如果有孔,则需用铜螺丝进行固 定。
用粘接法进行固定,通常使用的粘接剂有环氧树脂和聚胺酯等。它们的配方如下:
(1) 环氧树脂粘接剂。取100%质量的环氧树脂(牌号6101、634、618、637),加热到 20~40&(外观看有较好的流动性),先加入环氧树脂质量的15% ~20%的增塑剂二苯 二甲酸二丁脂(分析纯),并搅拌均匀,混合液温度下降到室温20&左右后,再加入环氧 树脂质量的5%~8%的固化剂乙二胺,立即搅拌见无气泡为止。加乙二胺时的温度一 定不能高,以防所配出的粘接剂成海绵状硬化物不能使用造成浪费。配好的粘接剂要 在半小时内用完。粘接好的磁摞放置一天使粘接剂自然固化。
(2) 聚胺酯粘接剂(乌利当胶)。把100%质量的聚胺基甲酸脂、50%的固化剂和 5%质量的高岭土一起搅拌均匀后即可用来粘接磁铁,自然固化需两天。
粘接磁铁时,磁铁表面先用清水洗净,擦干,再用少量丙酮或乙醇擦洗去掉污物(油脂),粘接剂配好后先薄薄均匀地涂抹在磁铁表面上,之后将磁铁粘合起来。
按要求高度摞合磁铁,把性能较差的放在磁摞的下面,磁铁的两个极面一大一小,大面的磁场强度较强,摞合时大面应朝上有时磁块出厂时已按磁系的要求在箱内排列 好,组装时不要打乱顺序。
粘接磁铁和铁导磁体时,首先将铁导磁体粘接面用稀盐酸溶液处理一下或放到 65#的15%磷酸溶液中处理几分钟,然后用冷水、热水清洗并晾干,最后用丙酮去掉污 物,按上述同样方法进行粘接。
粘接的磁块不易拆卸和更换,而用铜螺丝注意不能用铁螺丝,以免造成磁短路固定时装配拆卸都较方便。
免责声明:矿库网文章内容来源于网络,为了传递信息,我们转载部分内容,尊重原作者的版权。所有转载文章仅用于学习和交流之目的,并非商业用途。如有侵权,请及时联系我们删除。感谢您的理解与支持。